Производительность
Хотя 3D-принтеры SLA и FFF поставляются под баннером аддитивного производства, технологии сильно отличаются, как и результаты..
Начиная с тестовых распечаток, которые предварительно установлены в SL1, и каждый печатается без проблем. Это дало доверенное лицо о принтере и стало впечатляющим началом для печати Prusa SLA.
После каждого отпечатка я снимал платформу сборки и переносил ее на CW1 и стирал отпечаток.
(Изображение предоставлено: Ali Jennings)
CW1 — это стиральная машина, которую можно приобрести вместе со SL1, и я очень рекомендую это. Кроме того, купите свой IPA онлайн, если вы можете, бак для стирки занимает более литра, и это может обойтись дорого.
Кроме того, декантируйте IPA обратно в бутылки после использования, иначе он испарится..
(Изображение предоставлено: Ali Jennings)
После того, как сборочная плита извлечена из SL1, она может быть вставлена в пластину CW1..
После того, как я успешно распечатал каждый из трех тестовых отпечатков, хотя и с небольшим провалом в башне, когда я забыл полностью затянуть собранную пластину, я перешел к печати нескольких моих моделей.
Первые попытки были жалкими сбоями из-за обращения к PrusaSlicer так же, как и при использовании MK3S.

(Изображение предоставлено: Ali Jennings)
Распределение отпечатков на платформе печати является плохой практикой из-за работы SLA. Большая плоская поверхность, открытая и отвержденная между FEP и рабочей пластиной, будет вызывать всасывание в качестве кончиков бака.
Возможно, вам повезет, и печать будет придерживаться платформы сборки, а не листа FEP. Однако, в моем случае, после нескольких часов печати гравитация и победный лист FEP, и я закончил с наполовину напечатанным объектом.
Начиная снова, на этот раз, следуя инструкциям в руководстве, я подготовил модель и попробовал снова.
На этот раз печать была более успешной, но все же не на 100%, так как по краям были некоторые искажения.
(Изображение предоставлено: Ali Jennings)
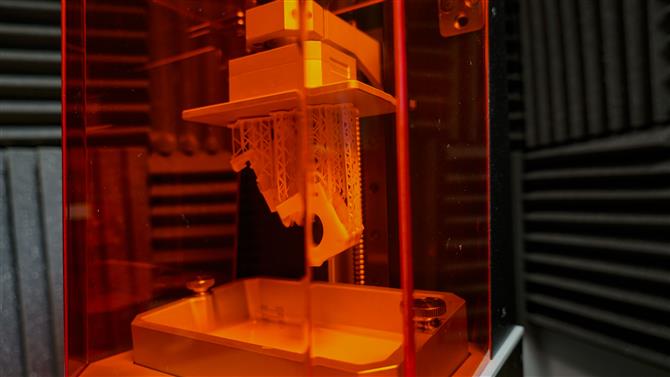
Вернемся к PrusaSlicer и другому отпечатку, на этот раз с большим количеством опор, и печать была повторена. На этот раз успех, и какой отпечаток.
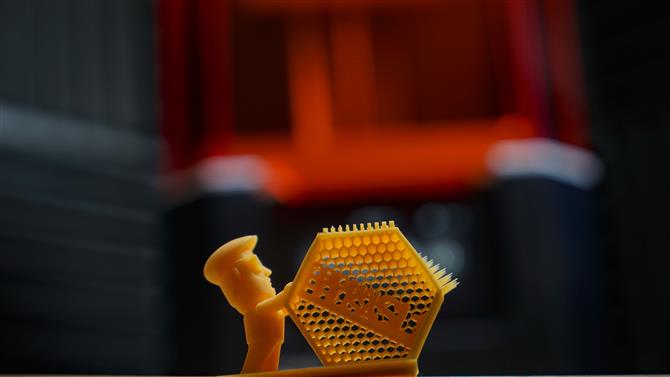
Структура поддержки, используемая для печати SLA, выглядит более органичной, чем те, которые используются в печати FFF; они также гораздо более хрупкие и их легко удалить. Это означает, что вы можете быть немного более надежным с приложением поддержки, чем с печатью FFF.
Разница в качестве между SLA и FFF-принтом огромна, в первоначальной текстуре модели есть что-то более органичное, она кажется эластичной, почти мягкой на ощупь.
Это связано с тем, что смола нуждается в твердом отверждении после очистки и мойки..
SLA-печать — это захватывающий и крутой процесс обучения по сравнению с FFF-печатью. Существуют процедуры, которым нужно следовать, если вы хотите каждый раз получать приличный отпечаток.
Каждый отпечаток должен быть правильно выложен с помощью PrusaSlicer, и я считаю, что программное обеспечение может помочь вам сделать это немного больше..
Автоматическое размещение модели под углом с опорами с самого начала было функцией PrusaSlicer начиная с 2.0, но для некоторых моделей требуется некоторая ручная подстройка.
Есть еще одна проблема, которую я не рассматривал в начале теста, и это температура.
Похоже, что некоторые части моей мастерской значительно холоднее, чем другие. У моего стола около 19ºС, холодно для некоторых, но я вполне доволен этой температурой.
На 3D принтерах температура приближается к 15ºС, в это время года, а SL1 ненавидит холод.
Должно быть не менее 18ºC, прежде чем он напечатает, что означает, что температура плавает около 0ºСнаружи мне пришлось поставить обогреватель и увеличить термостат. Это связано с характером печати на смоле, а не с чем-то несоответствующим SL1.
Как только комната нагрелась до приемлемой температуры, мне пришлось ждать, пока сердечник принтера нагреется до нужного уровня.ºС также. Это не проблема, но о чем стоит помнить, если вы думаете о том, чтобы хранить и эксплуатировать SLA в гараже или вне мастерской.
(Изображение предоставлено: Ali Jennings)
Общая производительность оригинального PRUSA SW1 превосходна, большинство сбоев сводится к ошибкам пользователя, если они не выполняют процедуры.
Время печати быстрее с SL1 по сравнению с MK3, когда вы сравниваете подобное для одинакового разрешения, однако с SL1 вы обычно печатаете с гораздо более высоким разрешением.
Это означает, что если вы используете стандартное качество каждого принтера для печати 3DBenchy, печать SL1 с нормальным качеством 0,05 мм занимает около четырех с половиной часов. Эквивалентная настройка по умолчанию на MK3S — 0,15 мм QUALITY MK3, и это занимает чуть более двух часов..
Время печати по умолчанию на SL1 значительно больше, но выигрыш — качество этих отпечатков.
Очевидно, что 0,05 мм — намного более высокое качество, чем высота слоя 0,15 мм, поэтому одинаковое разрешение, предлагаемое обоими принтерами, составляет 0,1 мм..
Здесь SL1 заняло около двух часов, в то время как MK3 потребовалось около трех.
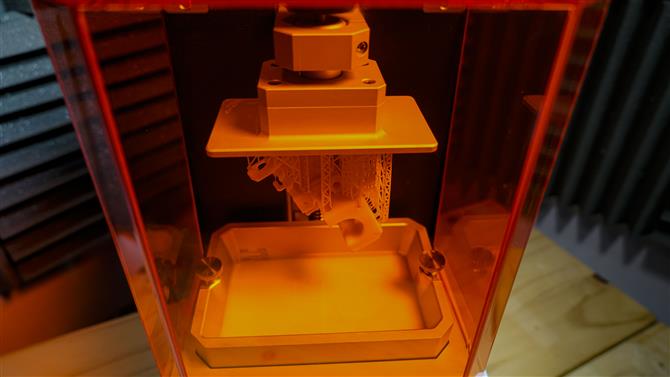
Поскольку процесс печати шел полным ходом, я хотел бы увидеть несколько функций, и они тесно связаны. Во-первых, резервуар металлический, кроме основания, что означает, что вы не можете видеть ход печати, пока он не начнет показываться поверх резервуара..
Время, которое требуется, чтобы появиться, может быть хорошим часом или больше, поэтому, если печать терпит неудачу, вы понятия не имеете, пока не увидите нижнюю часть платформы..

(Изображение предоставлено: Ali Jennings)
Качество печати
Качество печати на высоте. В прошлом я пользовался несколькими SLA-принтерами, и меня впечатлило качество, а оригинал PRUSA SL1 прямо сопоставим.
Тонкая и сложная деталь тестовых отпечатков, которые поставляются вместе с машиной, подчеркивают качество, которое возможно.
Начало печати моделей, которые я спроектировал и создал, оказалось немного сложнее, и, хотя общий вид деталей выглядел невероятно, при тщательном рассмотрении я обнаружил проблемы.
(Изображение предоставлено: Ali Jennings)
Основной проблемой было искажение отпечатков, это можно было бы решить, добавив больше опор. Это все часть крутой кривой обучения, связанной с печатью SLA. Эти опоры имеют решающее значение для качества окончательной печати.
Я распечатал свои крепления GoPro, скручивая и вращая их с помощью PrusaSlicer и увеличивая опоры и подкладки; в конце концов, после нескольких сбоев, я наконец-то произвел точную точную печать.
После того, как отпечатки вымыты, опоры можно сломать. В отличие от отпечатков нитей, смолы для смолы оставляют мало следов.
Поверхность конечной модели, напечатанная со стандартным качеством, является выдающейся, намного превосходящей поверхность отпечатка от лучшего принтера FFF.
Только когда вы присмотритесь, вы сможете увидеть наслоение, беглый взгляд и подумать, что модель была отлита под давлением, это так хорошо.
Одним из преимуществ использования смолы над нитью накала является то, что определение слоя более мягкое, как изображения; есть эквивалент сглаживания, который сглаживает переход от одного слоя к другому.
Легко понять, почему ювелиры, производители качественных моделей и дантисты клянутся принтерами SLA; отпечатки выдающиеся.
Окончательный вердикт
Original PRUSA SL1 — это выдающийся принтер не только по цене, но и по удобству и качеству.
По сравнению с другими SLA-принтерами, он имеет мгновенное преимущество по цене, он намного дешевле, чем многие его конкуренты, но есть нечто большее.
Простота конструкции означает, что в этом процессе есть определенное количество алхимии. Вы должны отмерить смолу, убедиться, что все чисто; это все немного сумасшедший ученый, но в хорошем смысле.
Использование SL1 требует точности и времени, процесс не торопится, проверка и очистка — единственный способ получить последовательные результаты, и практически нет предела для ошибки.
Есть функции, которые я хотел бы видеть, например, как-то проверить печать в процессе печати, но в остальном я поражен качеством и полнотой первого набега Prusa на принтеры SLA.
Есть несколько проблем: кровать для печати небольшая, и вам необходимо поэкспериментировать с опорами, чтобы избежать деформации или деформации модели..
Приложение PrusaSlicer является всеобъемлющим и, кажется, делает огромные скачки вперед с функциями и возможностями, но откуда оно приходит, это оценки времени, я понятия не имею. Иногда эти оценки правильны, чаще всего нет.
Также немного раздражает, что переключаясь между MK3 и SL1 в программном обеспечении PrusaSlicer, мне приходилось каждый раз вводить пароль SL1, когда детали были стерты..
Самая большая проблема, с которой я столкнулся с принтером, касалась подставок и их правильной установки в PrusaSlicer. Первоначально, проблемы были с правильным размещением модели, чтобы она соответствовала платформе сборки и печатала.
Затем, когда я напечатал большие модели, потребовалось больше поддержки, и только время раскрывает лучшие практики и подходы. Чувствуется, что либо принтер, либо программное обеспечение слайсера должны оказать большую помощь.
Несколько раз после успешной печати я чистил резервуар, заменял смолу и печатал снова, только для того, чтобы печать не прилипала к FEP, а не к опорам.
Увеличение количества опор является очевидным решением, но иногда сами опоры не выдерживают печать.
Prusa предлагает добавить дренажные отверстия для больших отпечатков с помощью мешалки, что я и сделал, но, похоже, это не помогло.
С более хлопотными отпечатками я нашел, что регулировка положения и добавление большего количества опор, как правило, были решением.
Путь к окончательной печати, однако, относительно прост, и чем больше я узнаю о настройках PrusaSlicer, тем выше вероятность успеха и точность печати..
SL1, без сомнения, превосходный принтер с несколькими функциями, которые все еще требуют доработки. Тем не менее, это уточнение похоже на то, что оно может быть скорректировано в программном обеспечении, а не на реальных аппаратных изменениях в это время.
SLA печать будет не для всех; Вы должны быть организованы и готовы следовать процедурам, чтобы получить хорошие последовательные и точные отпечатки.
Среда для принтера должна быть правильной, подходящей температуры, она не должна быть слишком холодной, и вы должны использовать ее в хорошо проветриваемом помещении.
После завершения печати вы также должны очистить отпечатки с помощью IPA, а затем воды. Даже после стирки есть довольно приятный процесс удаления опор и оставления модели для отверждения.
Тем не менее, для фаворита и времени, есть огромная отдача, и это качество печати, которое является выдающимся.
Если вы ювелир, высококлассный модельер, хотите создать прототип или стоматолог, тогда SL1 — отличное решение.
Если вы просто хотите печатать и делать вещи и не можете быть обеспокоены процедурами и возможной путаницей, переходите на Original PRUSA i3 MK3s.
- Мы также выделили лучшие 3D-принтеры